

Equipment & Messmethoden
Auf dieser Seite möchten wir Ihnen einen kleinen Einblick in die verschiedenen Messmethoden und das dazugehörige Equipment geben.
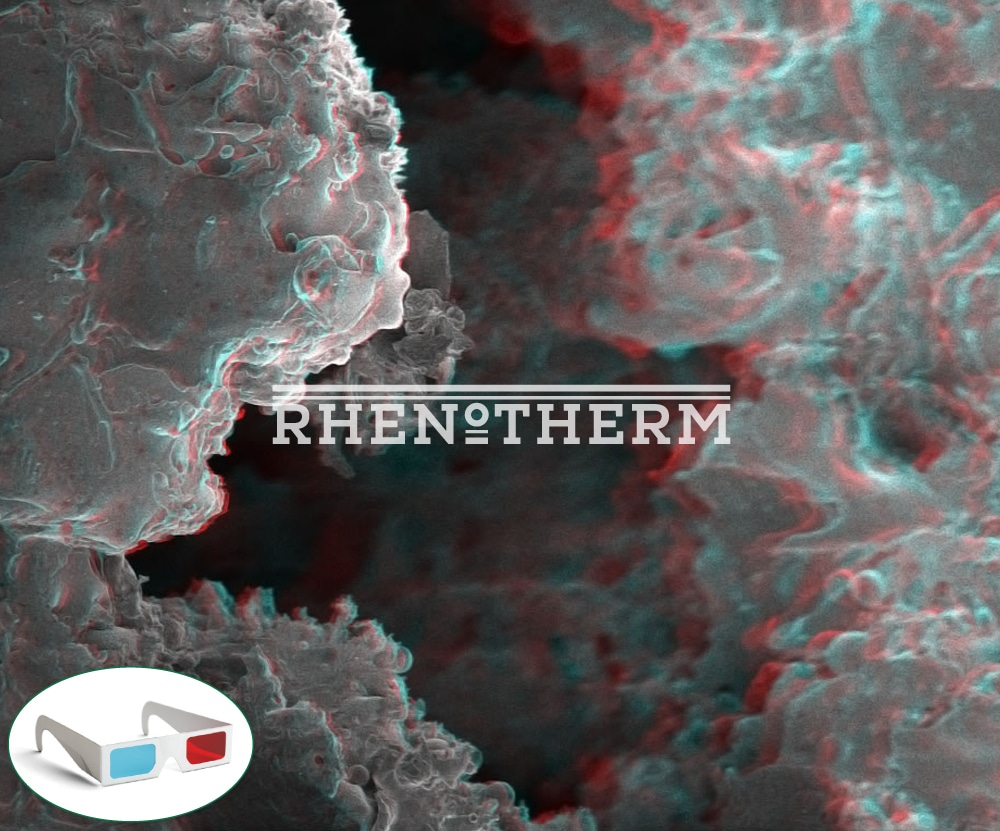
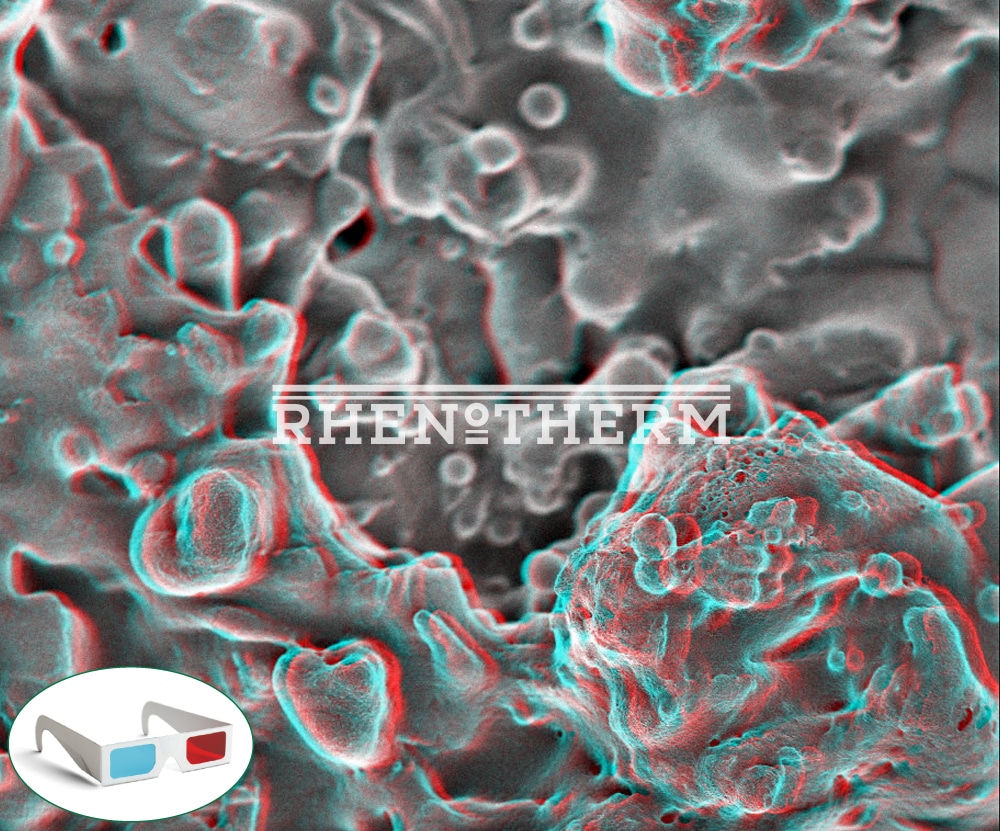
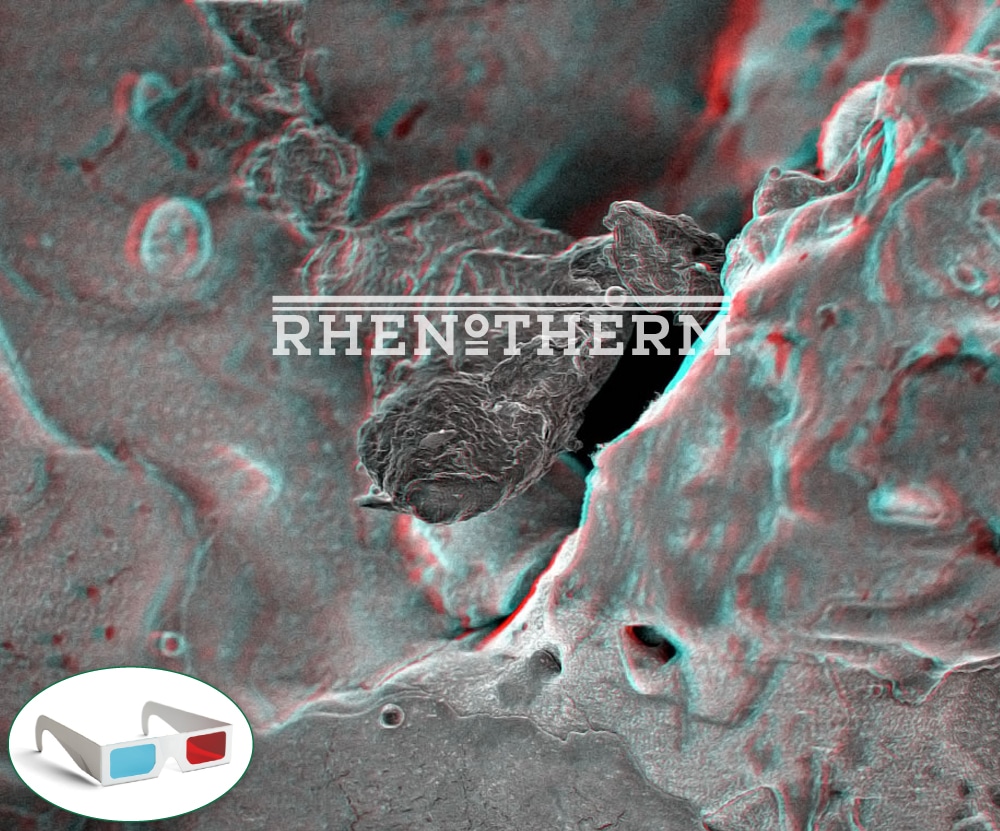
Feldemissions-Rasterelektronenmikroskop (FE-REM)
Seit dem Frühjahr 2016 ist das Feldemissions-Rasterelektronenmikroskop (FE-REM) im Portfolio der Analysemethoden vorhanden und entspricht der neuesten auf dem Markt erhältlichen Technologie. Das neue System stellt eine extrem leistungsfähige Untersuchungsmethode für die Bereiche Forschung & Entwicklung und Qualitätssicherung bereit. Das FE-REM ermöglicht die Untersuchung kleinster Strukturen und Nanopartikel mit einer bis zu 500.000-fachen Vergrößerung der Proben. Außerdem ist die bildliche Darstellung im 3D-Format möglich. Hier geht’s zu den Details: FE-REM
Um die Bilder in 3D zu sehen, benötigen Sie eine 3D-Brille. Sie haben keine und möchten den eindrucksvollen 3D-Effekt erleben? Dann fordern Sie hier ein kostenfreies Exemplar an.
Schmelzpunktanalyse
Die dynamische Differenzkalorimetrie (engl. differential scanning calorimetry kurz DSC) ist ein thermisches Analyseverfahren, bei dem Proben einem definierten Temperaturprogramm unterworfen werden, wobei die durch die Probe aufgenommene oder abgegebene Wärme detektiert wird. So können stoffspezifische Eigenschaften wie bei einigen Polymeren der Schmelzpunkt oder der Glasübergangspunkt bestimmt werden.
Das Verfahren dient bei Rhenotherm vor allem zur Identifikation von thermoplastischen Beschichtungswerkstoffen, kann aber auch zur Wareneingangskontrolle von Lacken herangezogen werden. Ebenso ist es bei Mischungen von Polymeren oder Zugabe von Füllstoffen möglich, dass das Schmelzverhalten gegenüber der reinen Substanz deutlich verändert wird. Diese Auswirkungen von Additivbeimischungen können über die DSC nachgewiesen werden, wodurch eine Anpassung des Verarbeitungsprozesses (z.B. längere Sinterdauer oder veränderte Sintertemperatur) ermöglicht wird.
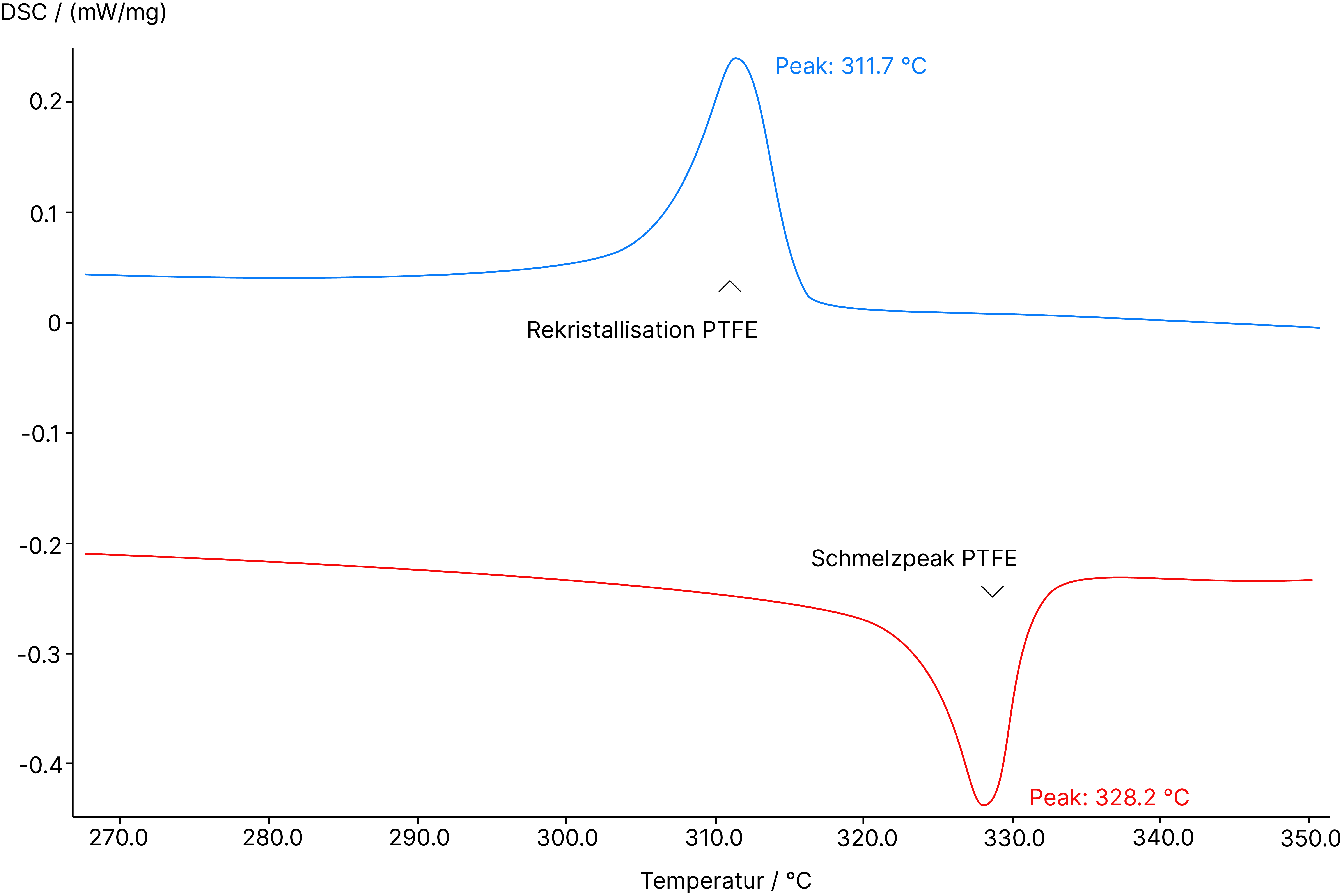
DSC-Kurve von PTFE-Pulver
Bestimmung des Kontaktwinkels & der Oberflächenenergie
Mit Hilfe eines Drop Shape Analyzers können definierte Flüssigkeitsvolumina auf einer Oberfläche abgesetzt und die Kontur des entstandenen Tropfens vermessen werden. Dies lässt Rückschlüsse auf die Oberflächeneigenschaften, wie etwa die Antihaftwirkung zu. Außerdem können Vorbehandlungsmethoden und die Benetzbarkeit von verschiedenen Werkstoffen geprüft und vermessen werden.
Rauheitsmessung mittels Tastschnittgerät
Bei der Rauheitsmessung wird die Oberfläche mit einer Sonde abgerastert, die die durch die Rauheit des Untergrundes bedingte Höhenveränderung nachempfindet und detektiert. Mittels spezieller Software werden die Messdaten in ein Rauheitsprofil umwandelt.
Dies kann im Tastschnittverfahren mit einem Taster mit Diamantspitze oder berührungslos mit einem Lasertaster geschehen.
Durchführung:
- Vermessung der Probe nach DIN EN ISO 4288
- Bestimmung sämtlicher Rauheitskennwerte wie Ra, Rz, Rmax, Rq etc. möglich
- Aufnahme einzelner Profilinien oder ganzer Topographien
Es können u.a. folgende Bestimmungen durchgeführt werden:
- Analyse flüssiger Lacke => Bestimmung der Zusammensetzung
- Identifikation von unbekannten Beschichtungen
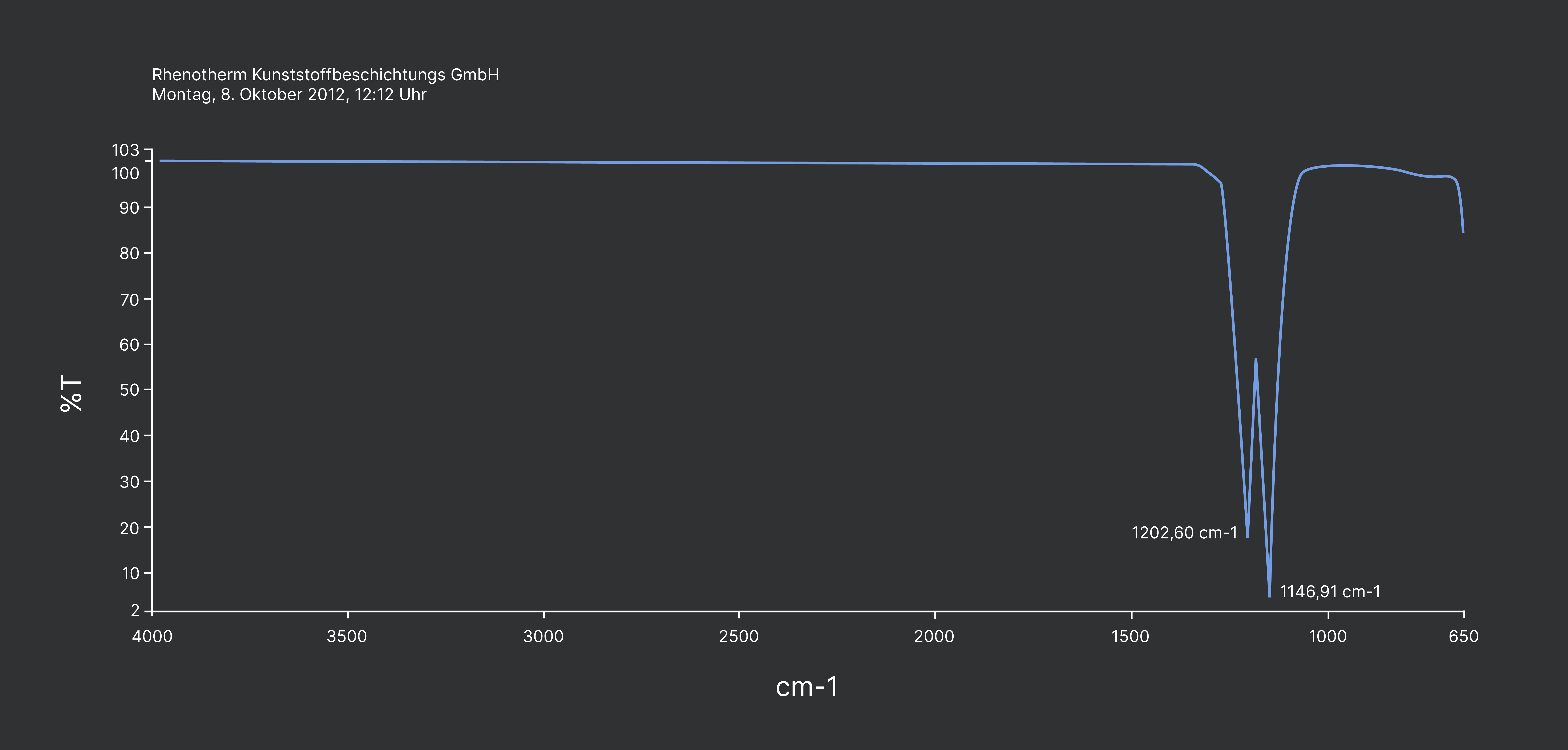
Infrarot-Spektralanalyse
Die IR-Spektroskopie ermöglicht die Identifikation von flüssigen und festen Materialien. Sie bedient sich der Tatsache, dass die Moleküle vieler organischer Substanzen und auch einzelne Molekülgruppen durch Bestrahlung mit Infrarotlicht in Schwingung versetzt werden. Diese Schwingungen sind molekül- bzw. molekülgruppenspezifisch und können zur zweifelsfreien Identifikation herangezogen werden.
Die Funktionsweise des IR-Spektrometers ist dabei wie folgt:
Die Probe wird mit dem gesamten IR-Lichtspektrum bestrahlt und absorbiert bestimmte Frequenzen dieses Spektrums. Der nicht absorbierte Rest trifft danach auf einen Detektor, der die entstandene Differenz detektiert. Daraus ergibt sich ein Spektrum, das mit Referenzspektren bekannter Substanzen verglichen wird, um so zu einer Identifikation der Probe zu gelangen.
Haftungsprüfung & Gleitreibungsmessung mittels Zugprüfmaschine
Wir prüfen die Eigenschaften unserer Beschichtung mit eigens entwickelten Testmethoden ab, um sämtliche Produkte miteinander vergleichen zu können und für jeden Anwendungsfall die beste Lösung anbieten zu können. Mit Hilfe unsere Haftungsprüfung können wir die Haftung der Beschichtung zum Untergrund messen. Dazu werden Musterplatten beschichtet und die Beschichtung mit Hilfe der Zugprüfmaschine in Streifen abgezogen. Die Zugprüfmaschine detektiert die für das Abziehen benötigte Kraft, die wiederum ein Indiz für die Adhäsion der Beschichtung ist. Häufig werden die Proben auch einer chemischen oder thermischen Belastung ausgesetzt, um den Einfluss auf die Haftung der Beschichtung festzustellen.
Den Gleitreibungskoeffizienten unserer Beschichtungen bestimmen wir ebenfalls an Musterplatten, über die mit Hilfe der Zugprüfmaschine ein definiertes Gewicht gezogen wird. Die dafür benötigte Kraft wird detektiert und kann mit der Gewichtskraft in den Gleitreibungskoeffizienten umgerechnet werden.
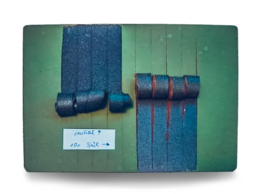
Musterplatte nach Haftungstest
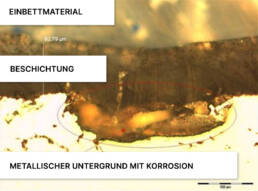
Schliffbild einer korrodierten Probe
Querschliffe & Lichtmikroskopische Untersuchungen
Die Lichtmikroskopie ermöglicht eine makroskopische Betrachtung der Oberfläche. Hier können relativ grobe Strukturen betrachtet und bewertet werden. Die Lichtmikroskopie kann schnell und im Normalfall (siehe Schliff als Sonderfall) ohne Vorbereitung durchgeführt werden. Sie dient primär als Methode zur Erstsichtung für viele Fragestellungen.
Ebenfalls unter dem Lichtmikroskop untersucht werden Querschliffe. Dazu werden die Probe oder Fragmente dieser Probe in einem Einbettharz eingebettet und mit Hilfe eines Schleifgeräts plan geschliffen. Unter dem Mikroskop kann man im Anschluss den Schichtaufbau im Querschnitt betrachten. Mit Hilfe dieser Methode lässt sich die Schichtdicke zweifelsfrei und am genauesten bestimmen. Außerdem können Informationen wie etwa die Verteilung von Füllstoffen in der Beschichtung gewonnen werden. Nachteil dieser Methode ist aber, dass die Probe dabei zerstört wird.
Kühlfingertest
Durch diese für und mit Rhenotherm entwickelte Prüfmethode kann die Korrosionsbeständigkeit von Beschichtungen geprüft werden. Dazu wird eine spezielle, einseitig geschlossene Metallhülse („Finger“) auf der Außenseite beschichtet. Dieser Probenkörper wird in einer speziellen Apparatur in das siedende Prüfmedium getaucht, wobei als Prüfmedien Wasser, verdünnte Säuren oder Laugen in Frage kommen. Der Probenkörper wird zusätzlich von innen gekühlt, so dass eine deutliche Temperaturdifferenz entsteht, die für die Beschichtung zusätzlichen Stress bedeutet. In Intervallen (100 Stunden bis mehrere Wochen Laufzeit) wird der Kühlfinger auf Blasenbildung oder sonstige Korrosionserscheinungen kontrolliert. Sobald Defekte in der Beschichtung zu erkennen sind, wird der Test beendet und die Dauer des Tests in Stunden festgehalten.
Es handelt dabei nicht um eine Testmethode, die absolute Werte liefert, , sondern um einen Vergleich unterschiedlicher Beschichtungssysteme. Dies dient um Rückschlüsse aus deren Eignung in korrosiven Anwendungen zu ziehen.

Versuchsaufbau Kühlfingertest
Weitere Informationsmaterialien
Hier finden Sie weitere Informationen zu unserer Forschung & Entwicklung.
Stets für Sie im Einsatz
Unsere Messmethoden und unser Equipment dienen stets dem Ziel, Ihnen durch unsere Beschichtungen die größtmöglichen Vorteile zu bieten. Tag für Tag wird in unserem unternehmenseigenen Labor an neuen Beschichtungen gearbeitet. Kontaktieren Sie uns gerne, falls Sie Fragen zu unseren Vorgehensweisen haben, mit denen wir die hochqualitativsten Beschichtungen für Ihren Anwendungsfälle entwickeln.